
A junta de meia-esquadria representa um dos maiores paradoxos da marcenaria fina: é simultaneamente o ápice da elegância visual e um dos encaixes mais frágeis sob o ponto de vista estrutural. Ao unir duas peças em um ângulo de 45 graus, o marceneiro cria a ilusão de uma fibra contínua que envolve o objeto, ocultando o grão de topo e conferindo um acabamento limpo a molduras, caixas e mobiliário de luxo. Entretanto, essa beleza esconde um desafio técnico severo, pois a união depende quase exclusivamente de superfícies que não favorecem a adesão química, exigindo uma compreensão profunda da mecânica da madeira e da física dos colantes para garantir a longevidade do projeto.
O domínio desta técnica vai muito além do simples ajuste de uma serra; envolve a antecipação de como a madeira se comportará diante das flutuações de umidade e como as tensões internas atuarão sobre o vértice do encaixe. Na ausência de reforços adequados, a meia-esquadria é inerentemente propensa a abrir na sua face externa, um defeito que não apenas compromete a estética, mas permite a entrada de agentes degradadores que podem comprometer a estrutura interna da madeira. Dominar este encaixe é, portanto, um rito de passagem para o artesão que busca transitar da marcenaria utilitária para a criação de peças que resistam ao teste do tempo com precisão milimétrica e estabilidade dimensional superior.
A prevenção da abertura de juntas começa no momento da seleção da madeira e segue até o polimento final das chavetas de reforço. Cada etapa, desde a calibração do ângulo até a gestão da pressão de aperto, deve ser executada com um rigor que neutralize a tendência natural da madeira de se movimentar em resposta ao ambiente. Este artigo disseca os fundamentos técnicos necessários para elevar a execução da meia-esquadria a um nível de engenharia artesanal, garantindo que a união permaneça fechada, estável e visualmente impecável por gerações, independentemente da complexidade do projeto ou da espécie de madeira utilizada.
A FÍSICA DO GRÃO DE TOPO E A DINÂMICA DA ABSORÇÃO DE ADESIVOS
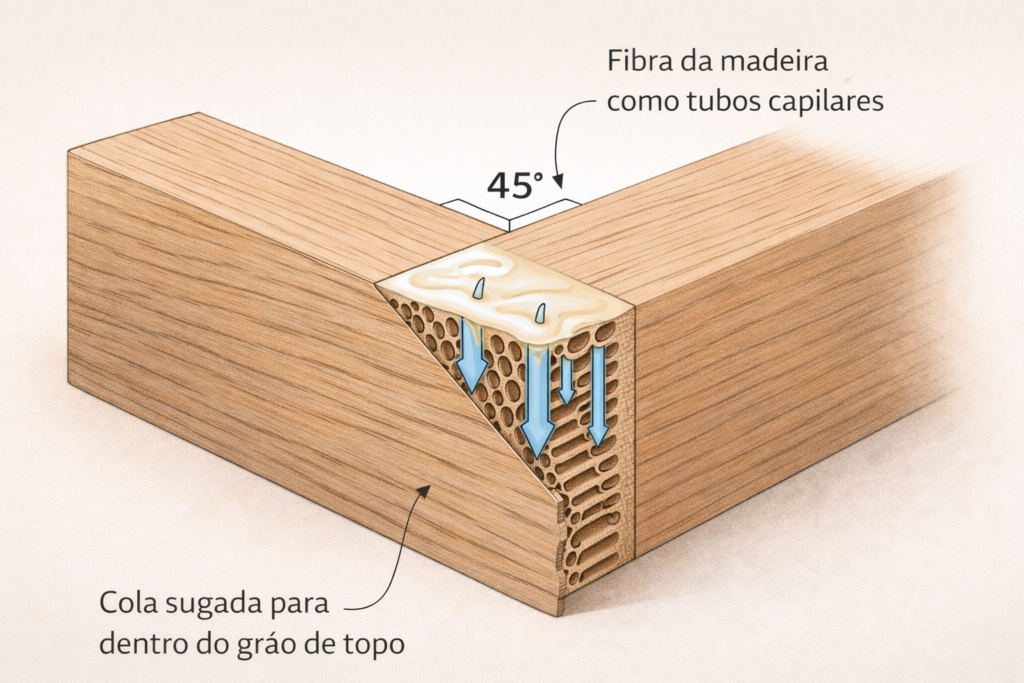
A principal vulnerabilidade da meia-esquadria reside na exposição do grão de topo nas faces de contato. Sob uma lente macroscópica, as fibras da madeira funcionam como um feixe de canudos orientados longitudinalmente, responsáveis pelo transporte de fluidos na árvore viva. Quando realizamos um corte de 45 graus, expomos as extremidades abertas desses vasos condutores, que possuem uma capilaridade extrema. Ao aplicar a cola, o adesivo é rapidamente sugado para o interior das fibras por ação capilar, resultando em uma colagem faminta, onde não resta material resinoso suficiente na superfície para formar uma ponte química robusta e contínua entre as duas peças de madeira.
Para mitigar este fenômeno e garantir uma união duradoura, o marceneiro deve aplicar a técnica de pré-colagem ou saturação prévia. Este processo consiste em aplicar uma camada fina de cola em ambas as faces de 45 graus, aguardar alguns minutos para que as fibras absorvam o adesivo e, então, aplicar uma segunda camada antes da união definitiva. Esse procedimento sela os vasos capilares e cria uma base estável, garantindo que a interface de colagem mantenha uma película contínua de resina sob pressão. Sem essa atenção à porosidade, mesmo o corte mais preciso resultará em uma união mecanicamente pobre e propensa a falhas precoces diante de qualquer esforço de tração.
Além da absorção, a orientação das fibras em um ângulo de 45 graus reduz a eficácia das ligações de hidrogênio que a cola forma com a celulose. Em uma colagem de grão longo com grão longo, as fibras se entrelaçam quimicamente de forma muito mais eficiente; na meia-esquadria, estamos tentando colar as pontas dessas fibras, o que oferece uma resistência ao cisalhamento significativamente menor. A compreensão desta limitação molecular é o que impulsiona a necessidade de métodos de reforço mecânico que introduzam superfícies de grão longo na estrutura da junta, compensando a fragilidade inerente à geometria do corte de esquadria.
A gestão da viscosidade da cola também desempenha um papel crucial nesta dinâmica física. Colas muito fluidas penetram profundamente, mas deixam a junta seca, enquanto colas excessivamente viscosas podem não penetrar o suficiente para criar uma ancoragem mecânica nas fibras. O equilíbrio ideal é alcançado quando o marceneiro percebe que a primeira camada de cola desapareceu na madeira, criando uma superfície levemente pegajosa que receberá a carga principal de adesivo. Este cuidado técnico transforma a colagem de um simples ato de união em um processo de engenharia de materiais, essencial para a integridade de móveis de alto padrão.
PRECISÃO ANGULAR ABSOLUTA
A obtenção de um ângulo de 45 graus exato é um requisito matemático rigoroso: qualquer desvio de apenas uma fração de grau em cada peça resultará em uma fresta visível na montagem final de um quadro ou caixa. As escalas graduadas de fábrica em serras de esquadria ou serras de mesa raramente oferecem a resolução necessária para o trabalho de alta categoria, servindo apenas como uma referência aproximada. O artesão deve utilizar esquadros de precisão metálicos ou transferidores digitais de alta resolução para calibrar a lâmina em relação ao batente de forma absoluta antes de iniciar os cortes definitivos na madeira nobre.
Para aqueles que buscam o padrão ouro de precisão e repetibilidade, o protocolo de validação deve incluir passos técnicos fundamentais. Os critérios práticos de aceitação incluem:
- Aferição da perpendicularidade da lâmina em relação à mesa da serra.
- Ajuste do batente utilizando um esquadro de precisão de 45 graus validado.
- Execução de cortes de teste em madeira de descarte com a mesma densidade.
- Verificação do fechamento do esquadro interno com um bloco calibrado.
O método dos cinco cortes em gabaritos de serra de mesa é a técnica definitiva para anular erros acumulados. Ao realizar quatro cortes sucessivos em uma peça de teste quadrada, girando-a 90 graus a cada passo, qualquer erro angular do gabarito é multiplicado por quatro no quinto corte final. A medição da diferença de espessura entre as extremidades desta quinta ripa, feita com um paquímetro, revela o desvio exato do gabarito. Esse nível de rigor metrológico permite que o marceneiro ajuste seu equipamento para uma precisão de centésimos de milímetro, garantindo que a geometria do projeto seja absoluta e que os erros sejam eliminados antes da colagem.
ESTRATÉGIAS DE FIXAÇÃO
A etapa de colagem é frequentemente o momento onde a precisão do corte é perdida devido a técnicas de aperto inadequadas que desalinhão as peças. Como as faces de 45 graus tendem a deslizar uma sobre a outra quando pressionadas lateralmente, o uso de grampos convencionais sem gabaritos auxiliares é uma receita para o desastre. A utilização de cintas de aperto de nylon permite que a pressão seja aplicada de forma centrípeta e uniforme em todos os quatro cantos simultaneamente, forçando as peças a se encontrarem no vértice com uma distribuição de carga perfeitamente equilibrada ao longo de toda a junta.
Em molduras mais delicadas ou caixas pequenas, a técnica da fita de alta tensão oferece um controle surpreendente. Ao alinhar as peças com as pontas se tocando e aplicar a fita na face externa antes de dobrar a junta com cola, o marceneiro utiliza a própria elasticidade da fita para puxar o vértice externo para um fechamento hermético. Esta técnica garante que a pressão se concentre na ponta da esquadria, onde a visibilidade de uma fresta seria mais crítica, resultando em uma linha de união virtualmente invisível que parece fundir as duas peças de madeira em uma única fibra contínua.
A gestão da pressão é um ato de equilíbrio: pressão insuficiente resulta em uma linha de cola espessa e estruturalmente frágil, enquanto pressão excessiva pode expulsar todo o adesivo da interface já saturada, enfraquecendo a ligação. O sinal de um aperto correto é a ocorrência de um pequeno e uniforme cordão de expulsão de cola ao longo de toda a extensão do encaixe, sem escorrimentos exagerados. O uso de blocos de pressão angulares ajuda a direcionar a força de forma perpendicular à linha de colagem, neutralizando a tendência de deslizamento e assegurando que o esquadro interno seja preservado durante a secagem.
Para garantir a estabilidade durante a cura, a peça deve ser mantida em uma superfície perfeitamente plana. Qualquer torção na base de apoio durante o aperto será fixada pela cola, resultando em um quadro ou caixa empenada que jamais assentará corretamente. A verificação constante das diagonais do conjunto — que devem ser identicamente iguais — é a prova final de que a fixação foi bem-sucedida. Este rigor no processo de colagem é o que diferencia uma peça artesanal de excelência de uma construção apressada, garantindo que a geometria planejada se torne uma realidade física estável.

MÉTODOS DE REFORÇO
Devido à fraqueza inerente da colagem em grão de topo, a meia-esquadria na marcenaria de alto nível é quase invariavelmente reforçada por elementos mecânicos. O objetivo principal de qualquer reforço é introduzir superfícies de grão longo que atravessem a linha de união, criando uma ligação química e mecânica muito mais robusta do que a simples colagem de topo. As chavetas transversais, inseridas em ranhuras cortadas após a colagem inicial do canto, são o método mais eficaz e esteticamente valorizado, pois travam o vértice contra a abertura causada por tensões de alavanca ou movimentação hídrica.
Existem diversas abordagens para o reforço interno que mantêm a estética da junta limpa, como o uso de biscoitos de madeira prensada ou almas longitudinais ocultas. Enquanto os biscoitos são excelentes para garantir o alinhamento das peças durante o aperto, eles oferecem um reforço estrutural moderado. Já as almas internas, que percorrem toda a extensão da esquadria, aumentam significativamente a área de colagem de grão longo, tornando a junta muito mais resistente a impactos e esforços de torção, sendo a escolha ideal para componentes de mobiliário que sofrerão uso diário intensivo.
| Método de Reforço | Resistência Mecânica | Estética Final | Aplicação Principal |
| Chaveta transversal | Altíssima | Visível/Decorativa | Caixas de luxo e molduras |
| Biscoito interno | Média | Totalmente invisível | Molduras decorativas leves |
| Alma longitudinal | Alta | Oculta na estrutura | Estruturas de gabinetes |
| Cavilha de precisão | Média/Alta | Invisível | Uniões de pernas de mesas |
| Meia-esquadria com rebaixo | Máxima | Visível no interior | Caixas estruturais e gavetas |
A aplicação de cavilhas ou pinos de madeira cruzados é outra técnica clássica que une a tradição à eficiência. Ao perfurar a junta montada e inserir pinos de madeira, o marceneiro cria uma união mecânica que impede a separação das faces mesmo que a cola venha a falhar após décadas de serviço. Este método é particularmente útil em restaurações de móveis antigos ou em peças de estilo rústico onde o pino de madeira visível é aceito como parte do design. A escolha do reforço deve sempre equilibrar a necessidade de carga estrutural com o impacto visual desejado para a peça final.
A integração dos reforços deve ser feita com precisão milimétrica para não introduzir novas tensões na madeira. Ranhuras para chavetas feitas com lâminas de serra desalinhadas ou biscoitos instalados em rasgos folgados não oferecem o suporte necessário e podem até enfraquecer a junta ao remover material essencial. O ajuste ideal é aquele onde o reforço entra na ranhura com uma leve pressão manual, permitindo que a cola preencha o espaço microscópico e crie uma união monolítica entre a peça principal e o elemento de estabilização, elevando a durabilidade da meia-esquadria ao seu potencial máximo.
A GEOMETRIA DAS CHAVETAS E A NEUTRALIZAÇÃO DA MOVIMENTAÇÃO DA MADEIRA

Ao projetar chavetas transversais, a orientação das fibras do material de reforço é o fator técnico que determina o sucesso da operação. A fibra da chaveta deve obrigatoriamente correr de forma perpendicular à linha de união das peças de 45 graus. Se a fibra da chaveta for instalada paralelamente à junta, ela não oferecerá resistência contra a expansão e contração lateral da madeira, agindo apenas como um preenchimento estético que racha facilmente sob estresse. A chaveta corretamente orientada atua como uma ponte de grão longo que mantém o vértice unido, neutralizando a força de abertura que ocorre quando a madeira seca.
A profundidade e a espessura da ranhura para a chaveta devem ser calculadas proporcionalmente à largura da peça de madeira. Em molduras largas, a distribuição de múltiplas chavetas finas é tecnicamente superior ao uso de uma única chaveta espessa, pois distribui as tensões de forma mais equitativa ao longo da fibra e evita a criação de pontos de fragilidade concentrada. O uso de madeiras de densidade similar à da estrutura principal é recomendável para garantir que o conjunto se movimente de forma harmoniosa diante das variações de umidade, evitando que a chaveta se sobressaia ou se retraia em relação à face da madeira.
O valor decorativo das chavetas em madeiras de contraste não deve obscurecer sua função mecânica. Além de travar o ângulo, a chaveta aumenta a área de colagem em até três vezes, dependendo de sua profundidade. O processo de nivelamento da chaveta após a secagem da cola deve ser feito com um formão extremamente afiado ou uma plaina de topo, cortando sempre em direção ao centro da junta para evitar o lascamento das bordas. Este refinamento final é o que confere à peça o aspecto de uma obra de arte técnica, onde cada detalhe tem um propósito funcional claro e uma execução limpa.
A SOLUÇÃO DEFINITIVA PARA CAIXAS ESTRUTURAIS
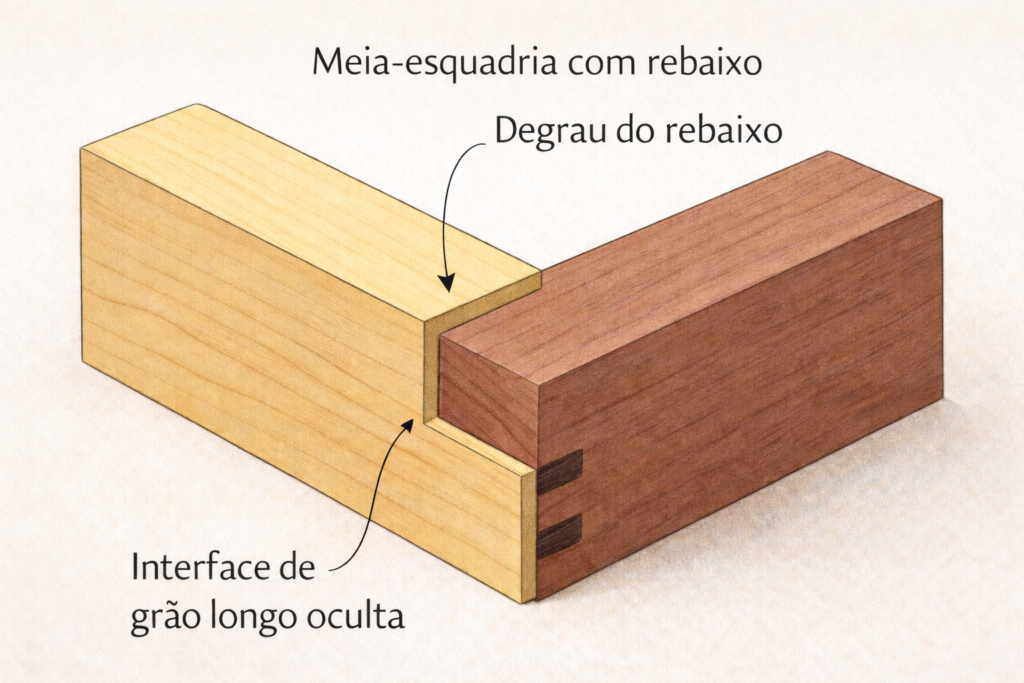
Para projetos que exigem uma robustez superior, como caixas de ferramentas, gabinetes de som ou gavetas de luxo, a técnica da meia-esquadria com rebaixo é a evolução lógica do encaixe simples. Nesta variação sofisticada, uma das peças recebe um degrau que se acopla perfeitamente a uma ranhura ou à face correspondente da outra peça. O resultado visual externo preserva a elegância da linha de 45 graus, mas internamente o encaixe oferece uma interface maciça de grão longo com grão longo, que é a união química mais poderosa possível na marcenaria, eliminando a dependência do grão de topo.
A execução desta junta exige um ajuste de precisão na serra de mesa ou na tupia, utilizando fresas ou lâminas que garantam que as profundidades dos cortes sejam rigorosamente complementares. A grande vantagem mecânica é que o rebaixo atua como um batente físico, impedindo que as peças deslizem ou se desalinhem durante a aplicação da pressão dos grampos. Isso elimina uma das maiores frustrações da meia-esquadria convencional e permite a construção de estruturas complexas com uma previsibilidade que reduz drasticamente o tempo gasto em correções durante a montagem final.
Além da força bruta, a meia-esquadria com rebaixo oferece uma barreira adicional contra a entrada de umidade no núcleo da junta. O caminho tortuoso criado pelo rebaixo dificulta a penetração de ar e umidade, o que ajuda a manter a estabilidade dimensional do encaixe ao longo dos anos. Esta técnica é a assinatura de marceneiros que buscam unir a estética clássica à durabilidade exigida pelo uso cotidiano, criando objetos que são visualmente leves mas estruturalmente inabaláveis sob cargas de torção ou compressão vertical intensa.
O acabamento interno de uma meia-esquadria com rebaixo é inerentemente mais limpo, pois o degrau oculta qualquer pequena imperfeição no ajuste interno da esquadria. Para o artesão, este método representa um investimento maior de tempo na fase de usinagem, mas que se paga rapidamente através de uma colagem muito mais tranquila e um resultado final de categoria profissional. É a solução definitiva para evitar que os cantos de caixas e molduras pesadas se separem com o tempo, garantindo que o investimento em madeira nobre e horas de trabalho seja preservado de forma permanente.
CONTROLE DA UMIDADE E SELAGEM PREVENTIVA DO ENCAIXE
Mesmo a junta mais tecnicamente perfeita e reforçada sofrerá falhas se a madeira não estiver devidamente aclimatada às condições do ambiente onde a peça será utilizada. A movimentação higroscópica — a expansão e contração das fibras em resposta à umidade do ar — é a causa raiz de quase todas as aberturas em meias-esquadrias. O artesão deve utilizar um medidor de umidade de confiança para garantir que o material esteja estável. Se a madeira for cortada enquanto ainda apresenta um teor de umidade elevado, o encolhimento diferencial entre o comprimento e a largura forçará a junta a abrir irremediavelmente.
Uma estratégia avançada para garantir a longevidade da esquadria é a selagem interna preventiva. Antes da montagem, o marceneiro pode aplicar uma camada fina de seladora ou goma-laca diluída nas faces de 45 graus, tomando o cuidado extremo de não contaminar as áreas que receberão a cola. Isso cria uma barreira que retarda a troca rápida de umidade através dos vasos abertos do grão de topo, estabilizando as tensões internas. Após a colagem e a cura completa, o acabamento final deve ser aplicado de forma generosa e uniforme em todas as superfícies da peça para criar um equilíbrio hídrico total e proteção contra intempéries.
A preservação da meia-esquadria também depende do design inteligente que permita a movimentação do resto do móvel sem estressar a junta. Em quadros que abrigam tampos de madeira maciça, o uso de encaixes que permitam a flutuação do painel central é essencial; se o painel estiver colado rigidamente, sua expansão lateral agirá como uma alavanca poderosa que rasgará os cantos da moldura em 45 graus. Entender a marcenaria como um sistema dinâmico, onde cada junta reage às outras, é o que separa o mestre do iniciante, garantindo que a beleza do esquadro perfeito seja mantida por décadas sem a necessidade de intervenções.
O PADRÃO OURO DA MARMORIZAÇÃO DA FIBRA

O sucesso estético absoluto na meia-esquadria é coroado pela técnica da marmorização da fibra, onde o desenho natural da madeira parece fluir de uma face para a outra sem interrupções bruscas, como se a tábua tivesse sido dobrada por mágica. Isso é alcançado através do corte sequencial de uma única prancha de madeira, numerando as peças de forma que os padrões de cores e veios coincidam perfeitamente no vértice. Este cuidado visual eleva o objeto de uma simples construção de madeira para um exemplo de design integrado, onde a matéria-prima e a técnica de construção celebram a mesma linguagem estética.
A transição da marcação de precisão para o corte final exige que a lâmina da serra esteja perfeitamente afiada e limpa de resinas. Um gume cego ou sujo não corta a fibra de forma limpa, mas sim a esmaga, o que compromete a geometria do ângulo e dificulta a penetração uniforme da cola. Além disso, o uso de suportes de sacrifício é vital para apoiar as fibras da madeira na saída da lâmina, evitando o arrancamento que criaria microfrestas na face visível do esquadro. A perfeição no corte é a base sobre a qual todos os outros processos de refinamento e reforço estrutural serão construídos.
Ao finalizar a peça com o lixamento manual final, o marceneiro deve ter o cuidado de não arredondar as quinas do encontro em 45 graus, o que criaria a ilusão de uma junta aberta. O uso de blocos de lixamento rígidos garante que as faces permaneçam planas e que a linha de união permaneça nítida e definida sob qualquer ângulo de visão. Uma meia-esquadria que não revela luz sob inspeção de um esquadro e que mantém sua integridade visual sob diferentes ângulos de iluminação é o selo definitivo de que o artesão atingiu o domínio sobre a ferramenta e o material.
A precisão que alcançamos na marcação e no corte pode ser perdida se houver espaço para vibrações ou se a fibra não for devidamente amparada no momento em que a lâmina de alta velocidade atravessa o material. Para garantir que cada corte desta jornada seja executado com a máxima segurança e limpeza, é fundamental que a ferramenta principal ofereça um suporte sem falhas sob a madeira. A próxima etapa para elevar o nível da sua oficina reside na otimização da sua serra de mesa através da construção de um sistema que elimine folgas e garanta que o suporte da peça seja absoluto no ponto exato do contato com a lâmina.