
A compreensão da afiação como um processo sistêmico é o que define o limite entre o marceneiro amador e o artesão de elite. No universo da marcenaria fina, a ferramenta de corte não é apenas um pedaço de aço moldado, mas um instrumento de precisão que exige uma geometria específica para interagir com a estrutura celular da madeira. O alfabeto do corte começa com a percepção de que a agudeza não é um estado subjetivo, mas um resultado físico de dois planos polidos que se encontram em um raio de curvatura infinitesimal. Sem essa agudeza absoluta, o trabalho com ferramentas manuais torna-se uma luta contra a resistência do material, resultando em superfícies esmagadas e encaixes imprecisos que comprometem a integridade de qualquer projeto.
A soberania do aço sobre a fibra lenhosa depende inteiramente da capacidade do marceneiro em gerar e manter um gume de alta performance. Este processo exige uma disciplina metrológica que vai além do simples ato de esfregar metal contra pedras abrasivas. Envolve o conhecimento das propriedades metalúrgicas, o controle rigoroso dos ângulos de ataque e a gestão microscópica da rebarba metálica que se forma durante a abrasão. Ao dominar esses princípios, o artesão ganha a liberdade de realizar cortes que são tecnicamente perfeitos diretamente da ferramenta, eliminando a necessidade de lixamentos excessivos e preservando a pureza visual e tátil que apenas uma lâmina verdadeiramente afiada pode proporcionar à madeira.
O impacto de uma afiação de excelência reflete-se em cada etapa da construção de um móvel, desde o dimensionamento bruto até os detalhes mais delicados de um encaixe. Uma lâmina que corta sem esforço permite uma precisão de traçado superior e um controle de profundidade que garante a estabilidade mecânica das uniões. A afiação deve ser vista como o pilar central da produtividade na oficina, onde o tempo investido no polimento do aço é recuperado exponencialmente através da eficiência do corte e da qualidade do acabamento final. Este guia consolida o conhecimento necessário para que o marceneiro transforme suas ferramentas em extensões precisas de sua intenção criativa, assegurando resultados de padrão internacional em todas as suas obras.
CRISTALOGRAFIA E RESISTÊNCIA AO DESGASTE
A performance de um formão ou de uma lâmina de plaina está intrinsecamente ligada à sua estrutura cristalográfica, definida durante os processos de forja e têmpera realizados na fabricação. O aço de alto carbono, comumente utilizado em ferramentas de alta categoria, possui uma matriz de carbonetos que, quando devidamente tratada termicamente, oferece um equilíbrio ideal entre dureza e tenacidade. Entender a dureza na escala Rockwell é fundamental, pois uma lâmina excessivamente dura pode ser propensa a lascamentos microscópicos sob impacto, enquanto uma lâmina muito mole perderá o gume rapidamente ao enfrentar as fibras silicosas de madeiras tropicais. A gestão dessa metalurgia é o que permite ao artesão selecionar a ferramenta correta para cada desafio técnico na bancada.
A resistência ao desgaste de uma ferramenta não depende apenas da dureza superficial, mas da uniformidade da distribuição dos carbonetos no núcleo do metal. Durante a afiação, o marceneiro está reorganizando a geometria dessa estrutura em nível molecular, removendo camadas de aço para revelar um novo gume intacto. A interação entre o abrasivo e a matriz metálica gera calor que, se não for dissipado adequadamente, pode causar o recozimento do aço, amolecendo o gume permanentemente. Por esta razão, o uso de lubrificantes e o controle da pressão manual são vitais para preservar a integridade térmica da ferramenta e garantir que o fio obtido possua a durabilidade necessária para sustentar cortes longos em madeiras de alta densidade.
A cristalografia do aço também influencia a facilidade com que a rebarba se forma e se desprende durante a progressão das pedras. Aços modernos com adição de vanádio ou cromo oferecem uma resistência superior à abrasão, mas exigem meios abrasivos mais agressivos, como o diamante ou cerâmicas de alta tecnologia, para que o processo de afiação não se torne excessivamente demorado. O marceneiro de elite deve ser capaz de ler o comportamento do metal sob a pedra, identificando a taxa de remoção e o brilho do polimento como indicadores da saúde metalúrgica da lâmina. Este conhecimento profundo sobre o comportamento dos materiais é o que permite sintonizar o esforço de afiação com as necessidades reais de corte de cada projeto específico.
O comportamento das ligações moleculares no ponto extremo do gume define se a ferramenta irá cisalhar a madeira de forma limpa ou se irá apenas comprimir as células vegetais. Um gume tecnicamente perfeito deve ser capaz de separar as cadeias de celulose e lignina com o mínimo de distúrbio mecânico ao redor do corte. Esse nível de precisão molecular é o que confere à superfície aplainada aquele brilho vítreo característico, onde a luz reflete de forma especular devido à ausência de microfissuras na fibra. A metalurgia do gume é, portanto, a ciência invisível que sustenta a estética visível de uma peça de marcenaria fina, transformando o ato de cortar em um processo de refinamento absoluto da matéria-prima.
O PREPARO DAS COSTAS E A PLANICIDADE ABSOLUTA
A face posterior de uma lâmina de plaina ou de um formão, tecnicamente conhecida como as costas, é frequentemente negligenciada, mas constitui metade da geometria do gume final. Para que uma ferramenta corte com precisão, as costas devem ser perfeitamente planas e polidas até um brilho espelhado, atuando como o plano de referência contra o qual o chanfro será afiado. Se as costas apresentarem qualquer concavidade, convexidade ou marcas de retificação industrial grosseira, o encontro com o chanfro resultará em uma linha serrilhada e ineficiente, independentemente do esforço dedicado à afiação da face frontal. A planicidade absoluta das costas é a fundação sobre a qual toda a agudeza da ferramenta é construída.
O processo de retificação das costas deve ser encarado como um evento único e definitivo na vida da ferramenta, embora exija retoques rápidos em afiações futuras. Utilizando a regra dos cinquenta por cento, o marceneiro foca o polimento na extremidade da lâmina que efetivamente forma o gume, garantindo que aquela zona esteja em perfeita harmonia metrológica com as pedras de acabamento. Este trabalho inicial exige paciência e o uso de superfícies de referência validadas, como placas de diamante ou pedras de água de grão médio, progredindo até os grãos mais finos de polimento. Uma face posterior devidamente preparada não apenas facilita a afiação do chanfro, mas permite que a ferramenta deslize suavemente sobre a madeira, servindo como um guia físico para a retidões dos cortes.
Ignorar a qualidade das costas é o erro mais comum que impede a obtenção do fio de navalha. Uma superfície rugosa ou irregular nesta área retém partículas de metal e abrasivo que contaminam as pedras finas, impedindo o polimento final do gume. Além disso, em formões de paragem, as costas atuam como a superfície de registro que garante a perpendicularidade do corte; qualquer desvio na planicidade será transferido para a madeira, resultando em encaixes fora de esquadro. O rigor aplicado nesta etapa inicial é o testemunho do compromisso do artesão com a excelência técnica, assegurando que cada ferramenta em sua oficina opere com a precisão de um instrumento cirúrgico, pronta para enfrentar os desafios da marcenaria de alto nível.
ÂNGULOS PRIMÁRIOS E A CIÊNCIA DO MICRO-CHANFRO
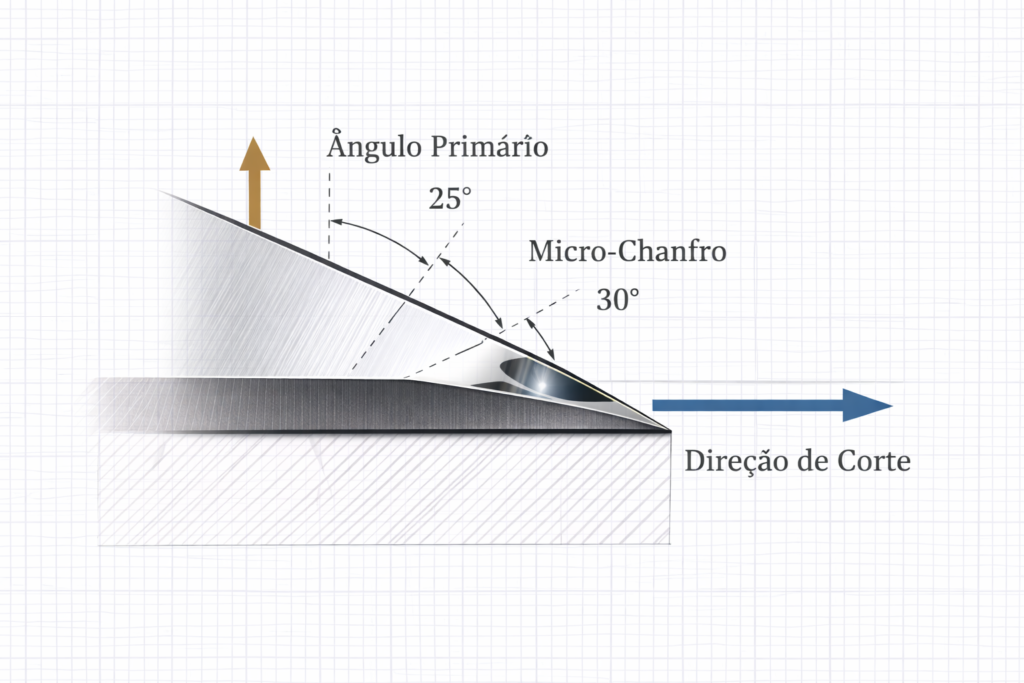
A definição dos ângulos de afiação é um equilíbrio técnico entre a capacidade de penetração da lâmina e a durabilidade mecânica do gume sob carga. O ângulo primário, geralmente estabelecido entre vinte e cinco e trinta graus, define a geometria básica do aço e a facilidade com que a ferramenta remove material. No entanto, para aumentar a resistência contra o colapso estrutural do fio, utiliza-se a técnica do micro-chanfro, que consiste em polir apenas a extremidade final da lâmina em um ângulo ligeiramente superior, cerca de dois a cinco graus a mais que o chanfro primário. Esta pequena faceta polida é a que realiza o corte efetivo, permitindo que a ferramenta permaneça afiada por mais tempo sem a necessidade de reesmerilhar toda a face principal da lâmina.
O controle rigoroso desta geometria de ataque permite ao marceneiro ajustar a performance da ferramenta conforme a densidade da madeira e a natureza do trabalho. Ângulos mais agudos são ideais para madeiras macias e cortes delicados de acabamento, onde a resistência à penetração deve ser mínima. Por outro lado, madeiras tropicais de alta densidade ou o uso de formões em encaixes de impacto exigem ângulos mais obtusos para evitar que o gume se dobre ou lasque sob a pressão. A ciência do micro-chanfro simplifica imensamente o processo de manutenção, pois o artesão precisa remover apenas uma quantidade minúscula de metal para restaurar a agudeza, acelerando o retorno à bancada. As recomendações angulares conforme a dureza da madeira incluem:
| Categoria da Madeira | Ângulo do Micro-chanfro | Objetivo Técnico |
| Madeiras muito macias | 25° a 27° | Máxima penetração e corte limpo de fibras moles |
| Madeiras médias | 30° | Equilíbrio padrão entre agudeza e durabilidade |
| Madeiras duras/densas | 32° a 35° | Resistência estrutural contra embotamento precoce |
| Formões de impacto | 35° ou superior | Proteção do gume contra choques mecânicos repetidos |
A estabilidade do ângulo durante o processo de afiação é o que garante a repetibilidade dos resultados e evita o arredondamento indesejado do gume. Quer o marceneiro opte pela afiação manual ou pelo uso de guias, a manutenção de uma faceta plana é essencial para que o gume seja previsível e consistente. Um micro-chanfro bem executado e polido até um brilho espelhado reduz drasticamente o atrito no ponto de corte, permitindo que a plaina ou o formão deslizem através das fibras com uma suavidade que preserva a energia do artesão e a qualidade da superfície trabalhada. Esta geometria precisa é o fundamento para quem busca converter o esforço manual em precisão milimétrica e acabamentos de categoria superior.
MEIOS ABRASIVOS
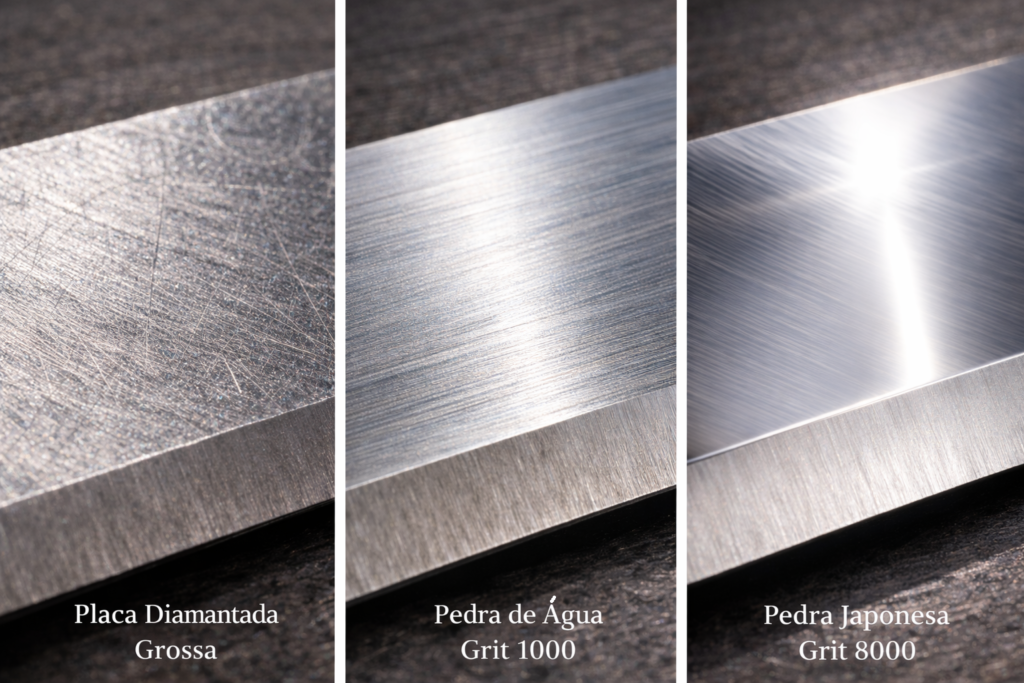
A escolha dos meios abrasivos determina a velocidade, a precisão e o custo do processo de afiação em uma oficina de alta performance. As placas de diamante tornaram-se populares devido à sua planicidade inalterável e à capacidade de cortar rapidamente os aços mais duros e as ligas modernas, sendo ideais para o desbaste inicial e para o nivelamento das pedras de água. No entanto, para o polimento final e a obtenção de um gume verdadeiramente cirúrgico, nada supera a lama abrasiva produzida pelas pedras japonesas de água. Estas pedras funcionam através de um mecanismo de desgaste controlado, onde os cristais abrasivos se quebram e revelam novas arestas cortantes, proporcionando um acabamento que as placas de diamante não conseguem replicar nas granulações mais finas.
A progressão entre as diferentes granulações, ou micragens, deve ser lógica e sistemática para evitar o desperdício de tempo e de aço. O marceneiro começa com grãos grossos para reformar a geometria, progride para grãos médios para remover os riscos profundos e finaliza com pedras extrafinas para o polimento do micro-chanfro. A gestão da suspensão líquida, ou lama, durante o uso das pedras de água é uma técnica avançada que permite ajustar a agressividade do polimento; uma lama mais espessa acelera o processo, enquanto uma lama diluída proporciona um acabamento mais liso e acetinado. A pureza do processo é garantida pela limpeza rigorosa entre as trocas de pedras, evitando a contaminação cruzada que poderia introduzir riscos indesejados no gume polido.
O uso de lubrificantes adequados, seja água para as pedras japonesas ou óleos específicos para as pedras de Arkansas, é vital para manter os poros do abrasivo limpos e evitar o empastamento com partículas metálicas. A lubrificação também atua como um agente refrigerante, dissipando o calor gerado pelo atrito e garantindo que a temperagem do aço não seja comprometida na zona crítica do fio. Marceneiros que operam em climas com grandes variações de umidade devem estar atentos à estabilidade das pedras naturais, que podem exigir cuidados extras de armazenamento para evitar rachaduras ou empenamentos. A compreensão das propriedades de cada meio abrasivo permite ao artesão orquestrar um protocolo de afiação eficiente e adaptado ao seu arsenal de ferramentas.
Pedras cerâmicas sintéticas de alta tecnologia oferecem a conveniência de uso imediato com apenas um borrifo de água, eliminando a necessidade de submersão prolongada. Estas pedras são extremamente consistentes em sua granulometria, proporcionando um feedback tátil claro que ajuda o marceneiro a sentir quando a face do gume está em pleno contato com o abrasivo. Independentemente do meio escolhido, a manutenção da planicidade da superfície abrasiva através de blocos de retificação é um requisito obrigatório; uma pedra côncava produzirá um gume arredondado e impreciso. O investimento em meios abrasivos de qualidade é, portanto, um investimento direto na agudeza e na longevidade das ferramentas que definem a qualidade da marcenaria produzida.
O CICLO DA REBARBA
A rebarba metálica é o indicador sensorial mais confiável de que o processo de afiação atingiu o limite do gume de um lado para o outro. Ao trabalhar o chanfro na pedra, o aço é empurrado para além da extremidade da lâmina, criando uma crista de metal microscópica que pode ser sentida com o polegar ao deslizar cuidadosamente das costas para o chanfro. A presença de uma rebarba contínua e uniforme ao longo de toda a largura da lâmina confirma que a remoção de material foi suficiente para estabelecer uma nova borda cortante. Sem a confirmação tátil desta rebarba, o marceneiro corre o risco de parar a afiação prematuramente, resultando em um gume que ainda possui áreas cegas ou embotadas.
A gestão desta rebarba torna-se mais sofisticada à medida que se progride para grãos mais finos de polimento. Em pedras de grão médio e fino, a rebarba torna-se menor e mais delicada, exigindo uma sensibilidade apurada para ser detectada. A remoção correta da rebarba entre as pedras evita que pedaços de metal contaminem a superfície das pedras seguintes e garante que o polimento final ocorra no aço sólido, e não apenas no resíduo do desbaste. O ciclo de criação e remoção da rebarba é o que refina o raio do gume, transformando uma serra microscópica em uma linha de corte contínua e perfeitamente definida que interage com a madeira de forma fluida.
No estágio final, a rebarba deve ser removida de forma absoluta através de passagens leves e alternadas entre as costas e o chanfro na pedra de polimento mais fina disponível. Este processo, conhecido como desrebarbamento, é o que revela a verdadeira agudeza da ferramenta. Se a rebarba for apenas dobrada de um lado para o outro sem ser efetivamente removida, ela se soltará durante o primeiro corte na madeira, deixando para trás um gume frágil e que perderá a afiação instantaneamente. A remoção microscópica completa da rebarba é o selo de uma afiação técnica de alta categoria, garantindo que o aço atinja seu potencial máximo de corte e que o gume permaneça íntegro por muito mais tempo durante o uso intensivo na bancada.
AFIAÇÃO À MÃO LIVRE VERSUS O RIGOR DOS GUIAS MECÂNICOS

A escolha entre afiar à mão livre ou utilizar guias de afiação de precisão é um debate frequente na marcenaria, onde cada método oferece vantagens específicas conforme o nível de experiência do artesão e a necessidade de repetibilidade. A afiação manual permite uma conexão íntima com o metal e uma agilidade incomparável na oficina, economizando o tempo gasto na montagem e calibração de dispositivos externos. No entanto, ela exige o desenvolvimento de uma memória muscular refinada e um controle postural rigoroso para evitar oscilações angulares que resultariam em um gume convexo. O domínio da mão livre é uma habilidade de mestre que confere fluidez ao trabalho, permitindo retoques rápidos no fio sem interromper o ritmo criativo da construção.
Por outro lado, os guias de afiação proporcionam um rigor matemático que garante a obtenção de ângulos exatos e faces perfeitamente planas, sendo indispensáveis para iniciantes ou para a recuperação de ferramentas que sofreram danos severos. O uso de um guia elimina a variável do erro humano no controle angular, assegurando que o micro-chanfro seja estabelecido com precisão absoluta e que a repetibilidade seja garantida em todas as sessões de manutenção. Para ferramentas que exigem esquadrejamento perfeito, como lâminas de plaina para gabaritos de tiro, o guia mecânico oferece a segurança necessária para que a geometria da ferramenta não sofra distorções laterais durante a abrasão intensa. Os pontos críticos para a ergonomia durante o processo consistem em:
- Estabilidade da posição dos pés para manter o centro de gravidade baixo.
- Fixação dos pulsos e cotovelos para transformar o braço em uma estrutura rígida.
- Utilização do movimento do tronco para deslocar a ferramenta sobre a pedra.
- Distribuição equitativa da pressão dos dedos sobre o gume da lâmina.
A ergonomia correta não serve apenas para garantir a precisão, mas para prevenir lesões por esforço repetitivo e fadiga muscular. Independentemente do método escolhido, o marceneiro deve buscar uma posição confortável que permita uma visão clara da interface entre o aço e o abrasivo. A pressão aplicada deve ser controlada; força excessiva pode deformar as pedras de água ou causar flexões indesejadas no metal da lâmina. O equilíbrio entre o rigor mecânico e a sensibilidade tátil é o que define uma afiação de sucesso, onde a ferramenta é tratada com o respeito devido a um ativo de precisão, garantindo que o gume resultante seja uma extensão fiel da intenção técnica do artesão.
A decisão final sobre o método de afiação deve ser pragmática e orientada pelos resultados. Muitos marceneiros de elite utilizam guias para estabelecer o ângulo primário e recorrem à mão livre para o polimento rápido do micro-chanfro durante o dia de trabalho. Esta abordagem híbrida une a precisão geométrica do guia com a agilidade do toque manual, otimizando a produtividade na oficina. O importante é que o gume final não apresente arredondamentos ou inconsistências que prejudiquem o corte; a ferramenta deve estar sempre pronta para realizar sua função com a máxima eficiência, servindo como o elo confiável entre a mão do artesão e a nobreza da fibra da madeira.
POLIMENTO FINAL E O ASSENTAMENTO EM COURO COM ÓXIDO DE CROMO
O assentamento em couro é o estágio definitivo do protocolo de afiação, responsável pelo alinhamento molecular final do aço e pela remoção dos últimos vestígios invisíveis da rebarba. Utilizando um suporte de couro de qualidade montado em uma base rígida e plana, o marceneiro aplica um composto de polimento ultrafino, geralmente à base de óxido de cromo, para realizar o brunimento final do gume. Este processo difere da afiação em pedras, pois utiliza apenas movimentos de tração, puxando a lâmina para longe do gume, o que evita que o metal penetre e estrague o couro. O resultado é um brilho espelhado que não é apenas estético, mas um indicador técnico de agudeza extrema e redução de atrito.
A técnica de assentamento exige uma mão extremamente leve, pois a elasticidade natural do couro pode causar o arredondamento microscópico do gume se a pressão for excessiva. O objetivo é apenas alinhar as arestas finais do aço e remover qualquer aspereza remanescente do polimento em pedras. Apenas dez a quinze passagens de cada lado são geralmente suficientes para elevar a agudeza ao nível de um instrumento cirúrgico, permitindo que a ferramenta corte as fibras de madeira sem qualquer resistência perceptível. O assentamento frequente durante o uso da ferramenta na bancada pode estender significativamente o intervalo entre as sessões de afiação completa, mantendo o gume em seu estado de performance máxima por períodos muito mais longos.
A verificação final do gume após o assentamento deve ser rigorosa e sensorial. Um gume perfeitamente afiado e polido deve ser capaz de remover pelos do antebraço sem tocar a pele ou seccionar uma folha de papel suspensa com um som limpo e sem rasgos. No entanto, o teste definitivo ocorre na própria madeira de topo; a ferramenta deve produzir uma superfície brilhante e compacta, sem qualquer evidência de fibras esmagadas ou arrancadas. Este estado de perfeição técnica é o que permite ao marceneiro enfrentar os detalhes mais complexos da construção mobiliária com a confiança de que a ferramenta não irá falhar no momento crítico do acabamento, garantindo a excelência inquestionável da obra final.

A INTEGRAÇÃO DO FIO NO FLUXO DE CONSTRUÇÃO DE MOBILIÁRIO
O domínio absoluto sobre a afiação e a manutenção das ferramentas manuais encerra o ciclo de preparação técnica fundamental de qualquer oficina de marcenaria de alto nível. Uma ferramenta afiada com rigor metrológico não é apenas mais eficiente; ela altera a percepção do marceneiro sobre a madeira, permitindo que a técnica manual flua com uma precisão que rivaliza com a usinagem industrial, mas com a sensibilidade e o caráter que apenas o artesanato fino pode proporcionar. O fio de alta performance é o portal que permite ao artesão transcender a função básica das ferramentas e mergulhar na exploração das sutilezas estéticas e estruturais que definem o mobiliário de luxo e as peças de design autoral.
Com o arsenal devidamente calibrado e afiado, o foco produtivo desloca-se da preparação das ferramentas para a execução de projetos onde a integridade das juntas e o refinamento das superfícies tornam-se os protagonistas. A agudeza obtida através do alfabeto do corte é o que viabiliza a construção de estruturas complexas, onde cada encaixe de cauda de andorinha ou respiga deve se unir com uma precisão monolítica. Esta competência técnica estabelece a base para o desenvolvimento de uma linguagem própria no artesanato, onde o respeito pelo metal e pela fibra resulta em objetos que desafiam a passagem do tempo e celebram a maestria técnica aplicada em cada milímetro de madeira trabalhada.
A integração deste nível de precisão no fluxo diário da oficina exige uma mudança na cultura operacional, onde a manutenção da agudeza é vista como uma meditação necessária e não como uma interrupção. Quando o ato de afiar torna-se intuitivo e sistemático, a barreira entre a intenção do artesão e a execução física desaparece, permitindo que a criatividade se manifeste sem as limitações impostas por ferramentas deficientes. Este estado de prontidão técnica é o que permite enfrentar madeiras figuradas e padrões de grãos desafiadores com a certeza de que a ferramenta responderá com clareza e controle, assegurando que o padrão de excelência da oficina seja mantido em todas as circunstâncias produtivas.
Ao consolidar o conhecimento sobre a metalurgia, a geometria e a abrasão, o marceneiro conclui sua formação nas bases fundamentais da instrumentação manual e prepara-se para os desafios de criação que exigem uma sensibilidade estética ainda mais apurada. A transição da técnica pura para a aplicação artística é o que define o próximo estágio da jornada, onde o gume perfeito encontra a inspiração para dar forma a objetos que são verdadeiras celebrações da beleza e da função. A precisão técnica agora serve como suporte para a exploração de formas orgânicas e detalhes refinados que caracterizam as peças de artesanato fino, elevando cada projeto a uma expressão máxima de habilidade manual e sensibilidade artística sobre a madeira nobre.